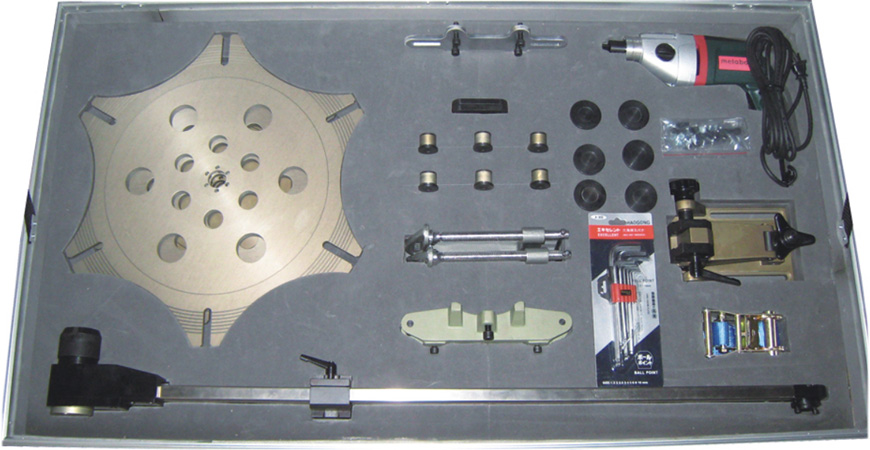
平面图
产品简介
BHM系列闸板阀研磨机具
。适用于在线研磨闸板阀、止回阀、法兰密封面
。机体采用航空铝合金、链条传动、轻便耐用
。大功率进口动力源,正反向无级变速
。特种行星磨盘;手动调节压力
。可调节偏心率,确保密封面研磨精度
。便携式设计,分体组装,操作方便
。适用于在线研磨闸板阀、止回阀、法兰密封面
。机体采用航空铝合金、链条传动、轻便耐用
。大功率进口动力源,正反向无级变速
。特种行星磨盘;手动调节压力
。可调节偏心率,确保密封面研磨精度
。便携式设计,分体组装,操作方便
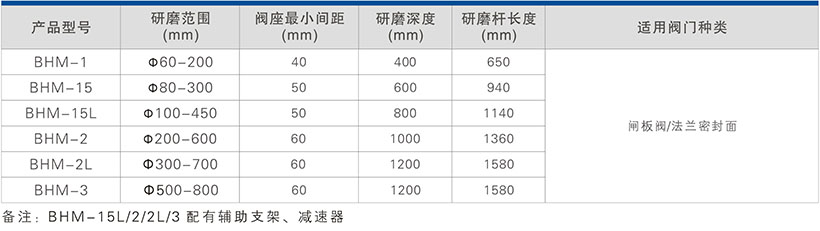
产品参数
操作说明
①研磨时首先考虑研磨轨迹运动的合理性,其次是研磨效率。
②研磨中要考虑微观变形对密封的影响,调整研磨压力不能忽略微观变形对密封的影响。
③采用行星式研磨机研磨楔式闸阀闸板时,为避免产生研磨不均的现象需使用研磨工装。
④研磨剂为微粉金刚砂、介质为水或采用适合于陶瓷研磨的水溶性研磨膏,为达到更好的研磨效果应分粗研和精研工序对零件进行研磨。
⑤研磨前尽量保证零件机加工质量,高加工质量金属陶瓷件研磨可提高研磨质量,缩短研磨时间,减少研磨砂的使用。
⑥研磨中做好研磨标记及过程检验与研磨剂的添加,不得使用过稀或过稠的研磨剂,防止研磨剂涂敷不均。
⑦研磨机上研磨盘采用 HT250 或 HT300,研磨盘的直径与零件直径相差尽量较大,每一环状挡圈中的待研磨件形状需一致或进行单一件研磨,每次研磨后注意清理防锈,防止研磨盘产生锈蚀。
⑧研磨盘内、外圈的线速度相差较大,研磨不均匀,长期使用将产生形状公差和位置公差。应经常对研磨盘进行检查、修理,保证研磨品质。
②研磨中要考虑微观变形对密封的影响,调整研磨压力不能忽略微观变形对密封的影响。
③采用行星式研磨机研磨楔式闸阀闸板时,为避免产生研磨不均的现象需使用研磨工装。
④研磨剂为微粉金刚砂、介质为水或采用适合于陶瓷研磨的水溶性研磨膏,为达到更好的研磨效果应分粗研和精研工序对零件进行研磨。
⑤研磨前尽量保证零件机加工质量,高加工质量金属陶瓷件研磨可提高研磨质量,缩短研磨时间,减少研磨砂的使用。
⑥研磨中做好研磨标记及过程检验与研磨剂的添加,不得使用过稀或过稠的研磨剂,防止研磨剂涂敷不均。
⑦研磨机上研磨盘采用 HT250 或 HT300,研磨盘的直径与零件直径相差尽量较大,每一环状挡圈中的待研磨件形状需一致或进行单一件研磨,每次研磨后注意清理防锈,防止研磨盘产生锈蚀。
⑧研磨盘内、外圈的线速度相差较大,研磨不均匀,长期使用将产生形状公差和位置公差。应经常对研磨盘进行检查、修理,保证研磨品质。
售后服务
资料下载
上一篇:没有了
下一篇:JFM系列截止阀研磨机具
产品图片

平面图
产品简介
BHM系列闸板阀研磨机具
。适用于在线研磨闸板阀、止回阀、法兰密封面
。机体采用航空铝合金、链条传动、轻便耐用
。大功率进口动力源,正反向无级变速
。特种行星磨盘;手动调节压力
。可调节偏心率,确保密封面研磨精度
。便携式设计,分体组装,操作方便
。适用于在线研磨闸板阀、止回阀、法兰密封面
。机体采用航空铝合金、链条传动、轻便耐用
。大功率进口动力源,正反向无级变速
。特种行星磨盘;手动调节压力
。可调节偏心率,确保密封面研磨精度
。便携式设计,分体组装,操作方便
产品参数
操作说明
①研磨时首先考虑研磨轨迹运动的合理性,其次是研磨效率。
②研磨中要考虑微观变形对密封的影响,调整研磨压力不能忽略微观变形对密封的影响。
③采用行星式研磨机研磨楔式闸阀闸板时,为避免产生研磨不均的现象需使用研磨工装。
④研磨剂为微粉金刚砂、介质为水或采用适合于陶瓷研磨的水溶性研磨膏,为达到更好的研磨效果应分粗研和精研工序对零件进行研磨。
⑤研磨前尽量保证零件机加工质量,高加工质量金属陶瓷件研磨可提高研磨质量,缩短研磨时间,减少研磨砂的使用。
⑥研磨中做好研磨标记及过程检验与研磨剂的添加,不得使用过稀或过稠的研磨剂,防止研磨剂涂敷不均。
⑦研磨机上研磨盘采用 HT250 或 HT300,研磨盘的直径与零件直径相差尽量较大,每一环状挡圈中的待研磨件形状需一致或进行单一件研磨,每次研磨后注意清理防锈,防止研磨盘产生锈蚀。
⑧研磨盘内、外圈的线速度相差较大,研磨不均匀,长期使用将产生形状公差和位置公差。应经常对研磨盘进行检查、修理,保证研磨品质。
②研磨中要考虑微观变形对密封的影响,调整研磨压力不能忽略微观变形对密封的影响。
③采用行星式研磨机研磨楔式闸阀闸板时,为避免产生研磨不均的现象需使用研磨工装。
④研磨剂为微粉金刚砂、介质为水或采用适合于陶瓷研磨的水溶性研磨膏,为达到更好的研磨效果应分粗研和精研工序对零件进行研磨。
⑤研磨前尽量保证零件机加工质量,高加工质量金属陶瓷件研磨可提高研磨质量,缩短研磨时间,减少研磨砂的使用。
⑥研磨中做好研磨标记及过程检验与研磨剂的添加,不得使用过稀或过稠的研磨剂,防止研磨剂涂敷不均。
⑦研磨机上研磨盘采用 HT250 或 HT300,研磨盘的直径与零件直径相差尽量较大,每一环状挡圈中的待研磨件形状需一致或进行单一件研磨,每次研磨后注意清理防锈,防止研磨盘产生锈蚀。
⑧研磨盘内、外圈的线速度相差较大,研磨不均匀,长期使用将产生形状公差和位置公差。应经常对研磨盘进行检查、修理,保证研磨品质。
售后服务
资料下载
上一篇:没有了
下一篇:JFM系列截止阀研磨机具
